My first printing using PTEG went really well with just a very small amount of bobbling - I printed the green ones. Please shout if anyone wants throat adaptor for a JMOD 2.0 MEH speaker build

14 Likes
This mornings effort after seeing the little multicell that Guy posted above - A single cell from a Altec 1505B type horn printing test - How lofty can a 1mm wall horn flare go? my Dad always said that a faint heart never stuffed a pig so I have gone all out with 2 x 200mm high stacks. I would call this a long shot. If it gets past 500 layers before failing then making an eight cell multicell could be practical.
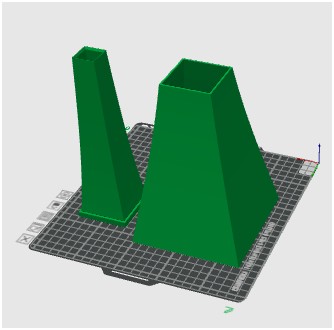
in 2 sections - 390mm length in total and a 124mm sq exit
Currently at layer 55 of 1014
Should work. The squares mean that it should keep alignment, the only issue might be bed adhesion
1 Like
![]() I have made some decent progress importing csv files to on shape.
I have made some decent progress importing csv files to on shape.
and can currently manage a loft but not able to thicken anything yet.
It appears that the files don’t transfer full circle.

Yeah the Fusion thicken function is handy!
Adam when you load the csv - do your polylines meet up or is there a gap like on mine?
My workflow is as follows:
Using the JMLC spreadsheet, create the horn profile.
Use my excel macro to export 20 splines. These are circular (or whatever the horn shape is).
Use Pete’s fusion plugin to import these appliances into fusion.
Loft all 20 splines together to create a surface in fusion.
Once you have a surface you can then do the 3d modelling, thicken then add stuff.
My splines are a complete circle.
OK cheers - Knowing that you have circular splines on yours gives me a line to investigate.
This is all going too well. Where’s the

5 Likes
534 of 1014 - no spaghetti
4 Likes
This thread is up there with the coffee thread.
I have absolutely no idea what you loons are talking about ![]()
4 Likes
Giffs tell all
Summary. Things are being made by a machine. Things will be good if they don’t collapse before they are finished. If they are finished, they might not fit together properly and they may need to be thicker. Then things need to be changed to make it all happen properly when the whole process starts again.
Just my (very) basic comprehension of it all, but then I could be completely wrong ![]() . Who knows??
. Who knows?? ![]()
4 Likes
Horn cell printed all good decent standard - It’s very nice to know that 250 mm high 1mm walls are actually doable. I really like the notion of printing myself a nice multicell but there’s a problem each cell uses 250g of filament so once throat adaptors and connection spacers are included a single flare uses 5kg of plastic and would take over 15 days of printing.

7 Likes
Yep but what’s the problem?
The problem is that you end up with an ugly multi cell horn rather than a lovely curvy JMLC or IWATA
In addition to the looks it’s simply that I can print a modern horn of FR equivalence in a third of the time with a third of the material.
Ebay have Brazilian multicells - Perhaps cheaper to buy than it would cost to make
I have some of the Brazil horns at the moment. They’re not mine and haven’t listened to them yet but print quality seems ok. Currently boxed up so no more photos at the moment.



2 Likes
Last few days printing
A pair of ATH Tritonia waveguides for 1" approx 8mm thick
A single Iwata 600 for 1.4" 10mm wall.
Material PETG
I’m getting gapping - Long term these will need filling and then spraying.
I was getting much less of this with my 330 Iwata horn which had 5mm walls and was using PLA filament.



7 Likes
